










点焊和弧焊机器人系统在车身焊接中的应用案例

由于白车身所涉及的零件多、工艺复杂且设备类型繁多,因此车身规划对焊接工艺、装焊夹具、质量控制以及维护保养等都有较高的要求。本文结合实例重点介绍了点焊机器人系统和弧焊机器人系统在车身焊接中的应用。

点焊机器人系统
车身点焊的质量直接影响着汽车车身强度和使用安全性。点焊设备因易于机械化、成本较低廉、技术成熟且配套设施完善,在汽车车身的生产中应用得最为广泛。现在,点焊焊接过程完全自动化已成为趋势,机器人点焊系统已得到广泛应用,正逐步取代手工点焊。
气动点焊机器人系统
气动点焊机器人系统包括机器人本体、机器人控制器、点焊控制器、自动电极修磨机、气动点焊钳和水气供应的水气控制单元等。
气动焊钳作为点焊机器人的执行机构,目前普遍采用了一体化焊钳,就是焊接变压器装在焊钳后面,减少了二次电缆的损失,提高焊接质量。由于采用一体化焊钳,变压器必须尽量小型化,提高机器人有效负载。对于容量较大的变压器,已开始采用中频逆变技术:把50 Hz 工频交流变为600 ~ 1 000 Hz 交流再整流,使变压器体积减少、减轻。
气动焊钳电极组件形式上与手工焊接焊钳基本相似,完成与工件接触及通电焊接作用,为降低维护改造成本,焊钳组件有模块化的趋势。点焊机器人动作稳定可靠,重复精度高,可代替人的繁重体力劳动,并且提高了焊接质量,提高了生产线柔性。
2009 年,上汽乘用车公司南京基地新建10 万辆荣威350系列轿车AP11 焊接生产线。该线从日本FANUC 公司引进49台六轴气动点焊机器人,应用在工艺要求较高的车身下车体总成焊接工位、侧围总成及车身本体的装配焊接上。
在成功新建AP11主线后,上汽乘用车公司南京基地于2011年在AP11 基础上建设MG5 车型生产线时,再次引进引进日本FANUC 公司的10台点焊机器人,用于6万辆生产能力的AP12 主线上,应用在工艺质量要求较高的车身下车体总成焊接工位、侧围部件、侧围总成及车身本体的装配焊接上。
与原AP11 主线不同的是,建设投产的AP12主焊线与AP11线实现设备全部共用,充分满足了柔性混线生产的需求,实现了短时切换或无需切换的全柔性生产模式。为节省建设成本及场地,我们将生产线多数工位上的一台机器人改造为可带两把以上焊钳或抓手工具,通过采用自动工具交换装置可快速进行焊钳间的切换。
伺服点焊机器人系统
为实现更高的焊接质量并满足性能要求,AP12 线还引进采用了新型中频点焊伺服焊枪控制技术。此系统可满足高强/ 超高强度钢板和多层板材的焊接,以适应汽车轻量化与车身防撞安全不断提高的要求。
伺服点焊机器人系统包括机器人本体、机器人控制器、中频点焊控制器、自动电极修磨机和伺服点焊钳等。
伺服焊枪的优点是传统气动焊机无法比拟的,其最大的特点是以伺服装置代替气动装置,按照预先编制的程序,由伺服控制器发出指令,控制伺服电动机按照既定速度、位移进给,形成对电极位移与速度的精确控制,脉冲数目与频率决定电极位移与速度,电动机转矩决定电极压力。
伺服焊枪具有增强诊断及监控、简化焊钳设计、提高柔性、降低维修率、提高运行时间及减少生产成本(耗气/ 备件/ 省电)等特点,将是未来汽车装配生产线上应用的主要设备。
其中频点焊的质量和效率均远高于工频焊接,主要表现在以下几方面:
(1)减少生产节拍机器人与焊钳同步协调运动,大大提高了生产节拍,使焊点间及障碍物的跳转路径最小化;可随意缩短电极开口减小关闭焊钳时间;焊接开始信号发出后可更快、更好地控制加压;更快地更改焊接压力,其压力调节速度可达200 kgf/cycle(98 N/ms);能够很好地避免和抑制飞溅,有效保证和提高焊接质量;焊接完成信号发出后可更快打开焊钳;减少电极更换及修磨时间;换枪、电极修磨及更换后快速标定。
(2)提高焊接质量软接触可实现极少的产品冲击, 还可以减小噪声;高精确度的可重复性加压;焊接中精确恒压控制;焊接过程中压力可实现调整;更稳定的电极管理及控制等。
相对气动焊枪, 伺服焊枪的渐进和预压过程是影响焊接效率的两个关键阶段。可编程电极行程和速度可以缩短同一工位上多个焊点的渐进时间,也可以提高焊接生产率。以预压为例进行分析,图2 所示为气动焊枪和伺服焊枪在焊接过程中电极力的变化,假定达到设定预压力,电极力将保持恒定。
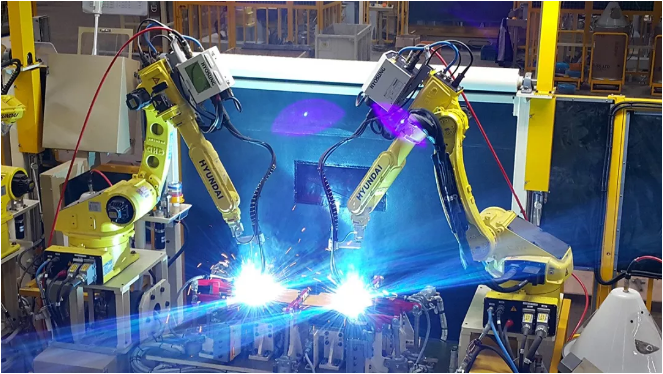
弧焊机器人系统
汽车车身结构的特点决定了车身制造离不开弧焊技术。传统手工弧焊焊接时的火花及烟雾对人体造成危害较大,工作环境恶劣,且对工人技能要求更高,焊缝质量一致性差,波动也较大。特别是汽车的重要结构安全件,其焊接质量对汽车的安全性起着决定性的作用,因此整车厂有逐步采用自动化弧焊机器人替代手工方式的趋势。
弧焊机器人系统
对车身弧焊机器人工作站的设计规划应首先考虑是否满足生产纲领、工作站的柔性和焊接质量,以及机器人及焊枪的选型及电控设计。具体内容包括:
机器人系统设计参数包括有效载荷、轴数、各轴的自由度范围及控制系统等。
机器人工作范围及姿态,充分考虑车身形式和弧焊点位置、夹具形式。通过3D 设计模型仿真模拟干涉危险点的焊接,对焊枪及夹具的形状、机器人操作位置等进行反复修改,确定方案再进行可行性论证及设计修正。
确定机器人的高度及与前后左右距离,确保所有弧焊点机器人焊枪可达。进行优化设计最可靠的方法是通过机器人仿真软件模拟实际的焊接工作,具体方法是加入工位夹具、工件及焊枪的3D模型,在虚拟环境进行工作站的装配和调试,路径模拟,发现是否干涉,以此调整各部分的相对尺寸达到最佳。
工艺时序设计,控制流程图设计。弧焊机器人工作站的设备构成包括弧焊机器人、机器人控制器、焊机、清枪系统、输送系统、焊接夹具、排烟除尘设备、安全防护网、弧光遮挡帘和水电气单元等。
CMT 焊接技术系统的特点是:作为完全的“冷”技术,近乎无电流状态下的熔滴过渡,低热输入量;能够进行薄板/ 超薄板焊接;确保无飞溅过渡,减少了焊后清理工作;引弧可靠,良好的搭桥能力使得焊接过程操作容易;焊接过程送丝稳定,焊接工艺专家数据库化,简化缩短工艺调试过程等。
联系方式
24小时服务热线: 400-808-8697
东莞蜻蜓智能科技:www.keetops.com
广东中泽智能装备:www.tonbost.com
阿里巴巴网址:keetops.1688.com
接待热线 :0769-83977797
业务专线: 133-0261-9859
技术专线: 133-0261-8569
售后专线: 133-0261-3179
总部地址:广东省 东莞市 常平镇 黄竹园工业区
蜻蜓智能(中泽智能)成立于2018年,是国内领先的高新技术企业,聚焦定制,致力成为全球一流的工业自动化设备提供商,为各行业提供完整的自动化及测试解决方案。
产品服务于汽车电子、手机电脑、家电、医疗大健康等制造型企业的全自动装配整线自动化设备的集成应用,标准化设备的研发、生产、销售的高新技术型企业。
公司将于目前成熟的标准设备的优势及庞大的研发、生产、售后服务团队,蜻蜓智能(中泽智能)将至力于成为整线自动化设备集成应用行业的领军企业。公司继续遵循“品质、创新、服务、责任”的经营理念,秉持着“成就客户,成就员工”的价值观,与您携手共进,再创辉煌!
非标定制设备、自动焊锡机、自动点胶机、自动锁螺丝机、自动组装设备